

Einleitung in die 3D-Druck Materialien
Die Wahl des richtigen 3D-Druck-Materials ist entscheidend für die Qualität, Belastbarkeit und Wirtschaftlichkeit eines Bauteils. Unterschiedliche Kunststoffe, Harze, Metalle und Verbundwerkstoffe eröffnen völlig verschiedene Möglichkeiten – von günstigen Prototypen über hochfeste Funktionsteile bis hin zu komplexen Endprodukten. Auf dieser Seite finden Sie eine umfassende Übersicht über die gängigsten 3D-Druck-Materialien und ihre Eigenschaften. Wir erklären, welche Werkstoffe sich für bestimmte Anwendungen eignen, welche Vorteile und Grenzen sie haben und wie die Materialwahl mit dem jeweiligen 3D-Druckverfahren zusammenhängt.Zur Schnellnavigation auf die entsprechende Kachel klicken:

Verfahrensvergleich
Übersicht der angebotenen 3D-Druck Verfahren

SLS
Robuste, verschleißfeste Teile mit komplexen Geometrien.

SLM
Werkzeugstahl, Aluminium, Edelstahl im 3D-Druck.

SLA
Sehr präzise, schnelle Prototypen mit glatter Oberfläche.

MSLA
405nm & 460nm Resine, detailreich und vielseitig einsetzbar.

DLS
Serienfertigung ohne Werkzeuge, glatte Oberflächen, High-Performance.

FDM
Kostengünstig, vielseitig, ideal für Prototypen und einfache Kleinserien.

Endlosfaser
Extrem stabile Teile dank Glas-, Aramid-, oder Kohlefaser-Verstärkung.
Überblick der Verfahren & Materialklassen
Im 3D-Druck kommen verschiedene Fertigungsverfahren zum Einsatz, die jeweils mit eigenen Materialklassen arbeiten. Die wichtigsten Verfahren sind:| Verfahren | Typische Materialien | Eigenschaften / Vorteile | Typische Anwendungen |
|---|---|---|---|
| FDM / FFF (Fused Deposition Modeling / Fused Filament Fabrication) | PLA, ABS, PETG, PEEK und andere Thermoplaste | – Günstig und weit verbreitet – Gute Auswahl an Standard- und Hochleistungskunststoffen – Einfache Verarbeitung | Prototypen, Funktionsbauteile, Kleinserien |
| SLS (Selektives Lasersintern) | Polyamid (PA12, PA11), glas- oder faserverstärkt | – Hohe Festigkeit – Gute Verschleiß- und Abriebfestigkeit – Komplexe Geometrien ohne Stützstrukturen möglich | Mechanisch belastbare Bauteile, Gehäuse, Serienfertigung |
| SLA (Stereolithografie) | Flüssige Photopolymere (Standard-, transparente, flexible oder hochtemperaturbeständige Harze) | – Sehr hohe Detailgenauigkeit – Glatte Oberflächen – Gleichmäßige Laserbelichtung | Designmodelle, Dental- und Medizintechnik, Kleinserien mit hoher Präzision |
| MSLA (Masked Stereolithography / DLP) | Photopolymere, häufig Standard- und flexible Harze | – Sehr schnelle Belichtung ganzer Schichten über LCD oder Projektor – Hohe Detailtreue – Gleichmäßige Schichtdicke | Präzise Prototypen, Dentalmodelle, Kleinserien |
| DSL (Digital Light Synthesis / Carbon) | Speziell entwickelte Carbon-Flüssigharze | – Extrem schnelle Produktion – Isotrope mechanische Eigenschaften – Hohe Festigkeit und Haltbarkeit – Präzise, glatte Oberflächen | Funktionsprototypen, Endteile, langlebige Serienbauteile, medizinische Anwendungen |
| PolyJet / MultiJet | Photopolymere in verschiedenen Härtegraden und Farben | – Glatte Oberflächen – Mehrfarbig und Multimaterial möglich – Kombination von hart & flexibel in einem Teil | Designmodelle, Prototypen, medizinische Modelle |
| Metall-3D-Druck (DMLS, LPBF, SLM) | Edelstahl, Aluminium, Titan, Werkzeugstahl | – Sehr hohe Festigkeit – Belastbar und langlebig – Geeignet für Endprodukte | Luftfahrt, Medizintechnik, Maschinenbau, Werkzeugbau |
| Faserverstärkte Verbundmaterialien | Thermoplaste mit Carbon-, Glas- oder Kevlarfasern | – Extrem hohe Steifigkeit bei geringem Gewicht – Gute Dauerfestigkeit – Leichte, stabile Bauteile | Luftfahrt, Automobil, Robotik, funktionale Endprodukte |
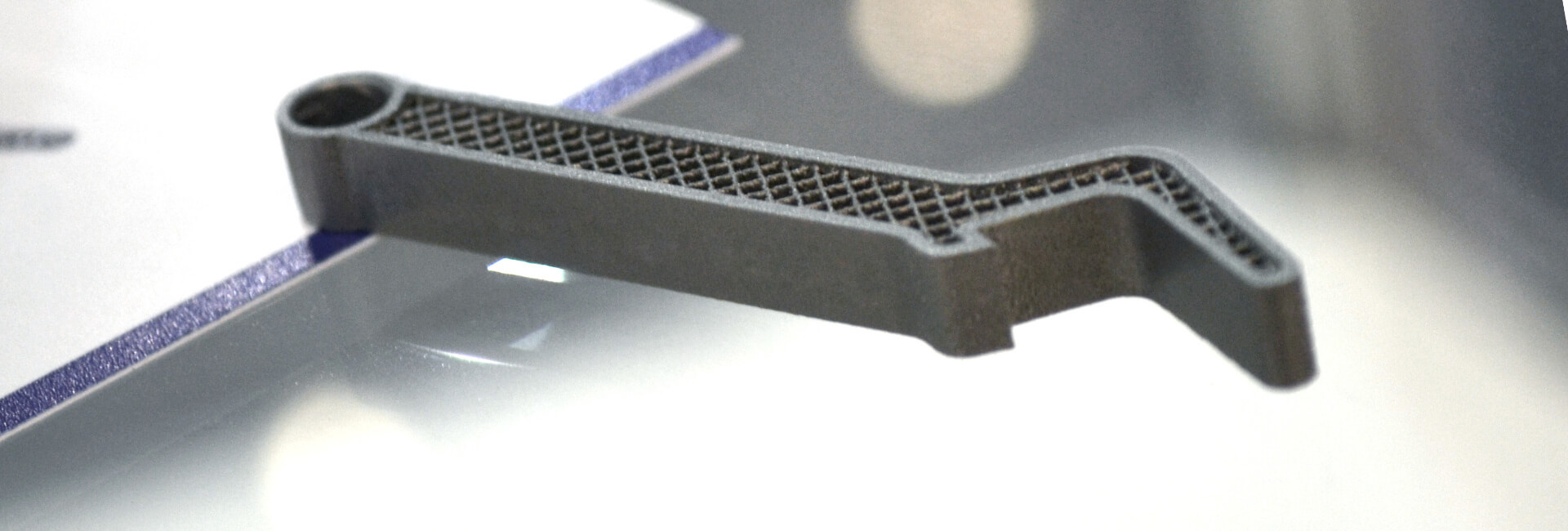
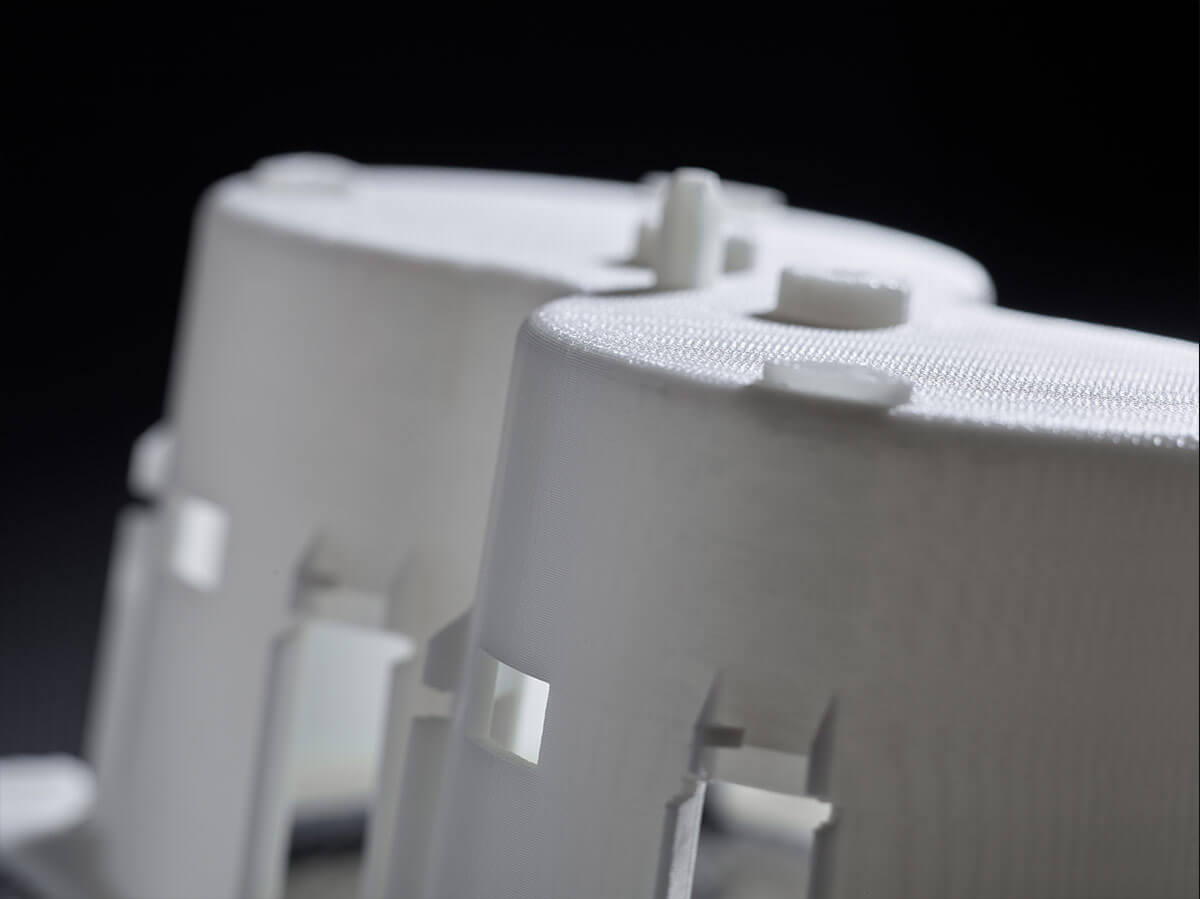
SLS (Selektives Lasersintern)
Beim SLS-Verfahren werden pulverförmige Kunststoffe, oft Polyamide (PA12, PA11), durch Laser verschmolzen. Die Bauteile sind robust, verschleißfest und für komplexe Geometrien geeignet.- Einsatzgebiete: Funktionale Prototypen, Serienfertigung, Werkzeugbau
- Vorteile: Hohe Festigkeit, komplexe Geometrien ohne Stützstrukturen
- Nachteile: begrenzte Materialvielfalt
- Post-Processing / Nachbearbeitung: Entfernen von Pulverresten, Schleifen, chemisch Glätten, Färben, Beschichten
| Material | Einsatzgebiet | Eigenschaften | Download |
|---|---|---|---|
| PA12 | Mehrzweckmaterial, Funktionale Prototypen, Serienfertigung | Hohe Festigkeit, vielseitig einsetzbar | Datenblatt |
| PA11 | Funktionale Prototypen, biobasierte Anwendungen | Hohe Zähigkeit, biobasiert | Datenblatt |
| PA12-GB | Serienfertigung, hochbelastbare Teile | Erhöhte Steifigkeit, verschleißfest | Datenblatt |
| PA12-ALU | Metallische Optik, dekorative Teile | Zerspanbarkeit und erhöhte Temperaturbeständigkeit | |
| PA12-KF | Elektronikbauteile, hohe Einsatztemperaturen | Hohe Temperaturbeständigkeit und Steifigkeit | Datenblatt |
| TPU / TPE | Dichtungen, Dämpfer | Hohe Elastizität | Datenblatt |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
24/7 online 3D-Druckservice
Noch unsicher, welches Material oder Verfahren das Richtige für Ihr Projekt ist? Wir beraten und unterstützen Sie gerne individuell und helfen Ihnen, die optimale Lösung zu finden – vom Prototypen bis zur Serienproduktion. Wenn Sie nun wissen, welches Material und Verfahren Sie nutzen wollen, nutzen Sie auch gerne unseren Online 3D-Druckservice, um Ihre Bauteile direkt zu fertigen.
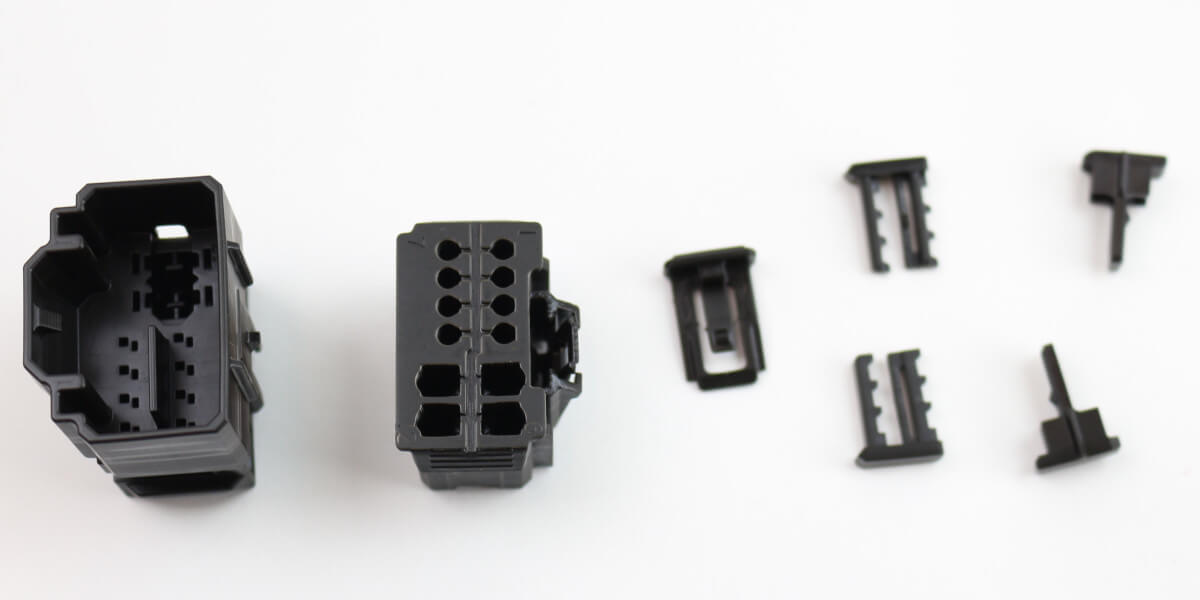
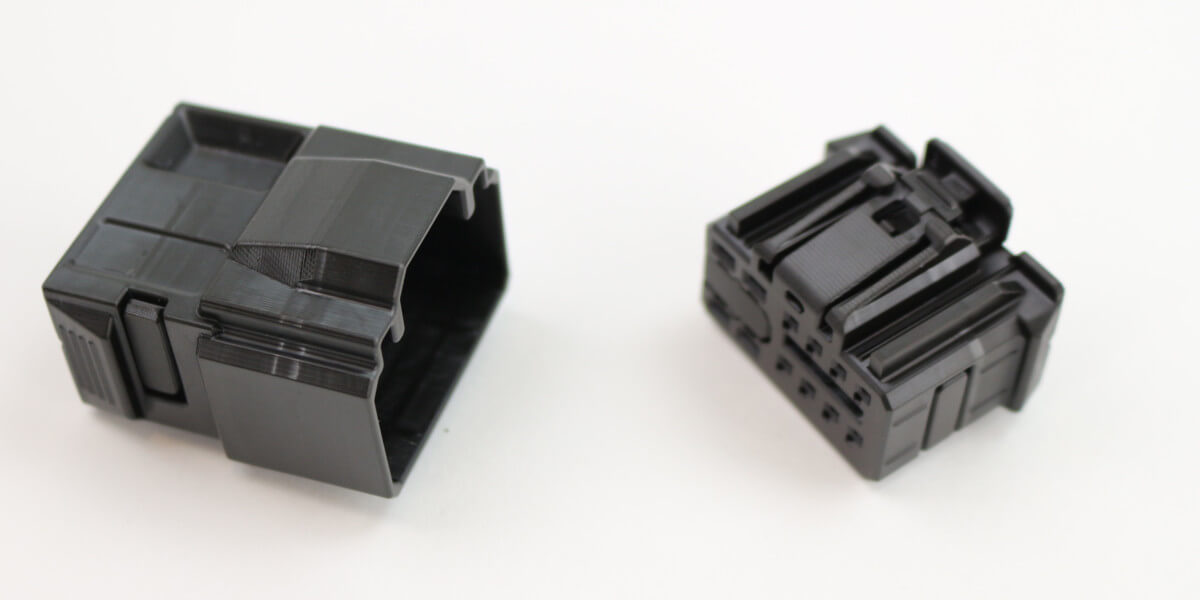
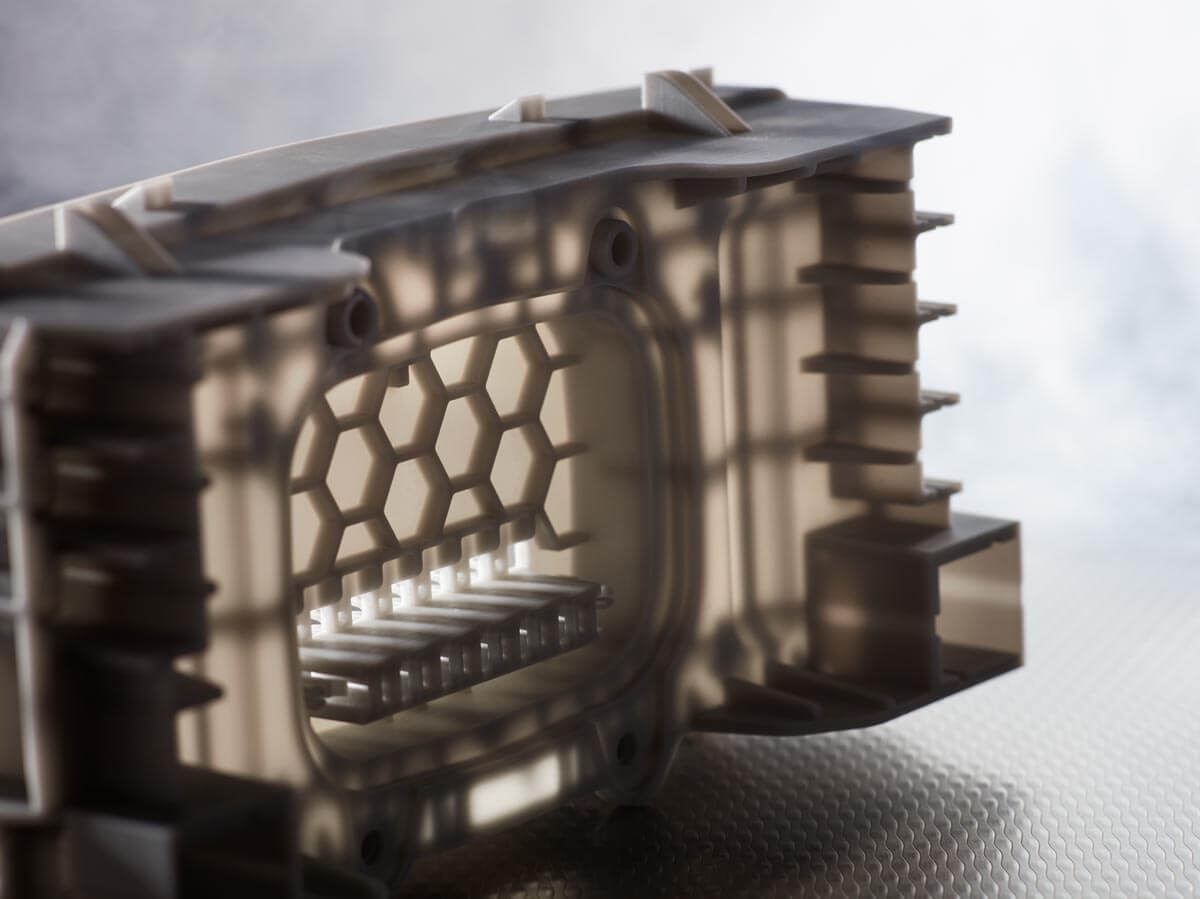
Carbon DLS™
Carbon DLS™ ist ein Hochleistungs-3D-Druckverfahren für werkzeuglose Serienproduktion von Kunststoffspritzgussteilen. Sehr glatte Oberflächen treffen auf High-Performance-Materialien.
- Einsatzgebiete: Funktionsbauteile, Prototypen, werkzeuglose Serienproduktion
- Vorteile: Sehr glatte Oberflächen, hohe Festigkeit, vielseitige Materialauswahl
- Nachteile: Höhere Materialkosten, spezielle Drucksysteme notwendig
- Post-Processing / Nachbearbeitung: Entfernen von Stützstrukturen, Schleifen, Lackieren, Beschichten
| Material | Einsatzgebiet | Eigenschaften | Download |
|---|---|---|---|
| CE 221 | Hohe Temperaturanforderungen | HDT bis 230°C, hohe Festigkeit | Datenblatt |
| EPU 40 | Dämpfer, Dichtungen, Anschläge | Hohe Weiterreißfestigkeit, 68 ShoreA | Datenblatt |
| EPU 41 | Federelemente, Lattice Strukturen | Hohe Rückfederfähigkeit, 71 ShoreA | Datenblatt |
| EPU 43 | Anschläge, Dämpfer | Hohe Dämpfung, 76 ShoreA | Datenblatt |
| EPU 44 | Strukturbauteile, CO2-Fußabdruck | 40% Bio-Material, 78 ShoreA | Datenblatt |
| EPU 45 | Dämpfung z.B. in Schutzhelmen | Gute Schlagdämpfung, 77 ShoreA | Datenblatt |
| EPU 46 | Farbige Designs, Einstellbare Härte | Färbbar, Härtegrad 56-78 ShoreA | Datenblatt |
| EPX 82 | Steife Kunststoffelemente, Gehäuse | Steif, hochfest, temperaturbeständig | Datenblatt |
| EPX 150 | Konnektoren, Medienleitungen | Hochfest, dauer-temperaturbeständig, sterilisierbar | Datenblatt |
| EPX 86FR | Steckergehäuse, Elektronikgehäuse | UL94 V0, flammhemmend, ähnlich EPX 82 | Datenblatt |
| FPU 50 | Hart-flexible, schlagfeste Gehäuse und Bauteile | Hart-Flexibel, schlagfest | Datenblatt |
| MPU 100 | Medizintechnik-Bauteile | Sterilisierbar, desinfektionsmittelbeständig | Datenblatt |
| RPU 70 | Universalmaterial | Mittlere Festigkeit und Elastizität | Datenblatt |
| RPU 130 | Gehäuse | Kerbschlagzähigkeit, temperaturbeständig | Datenblatt |
| SIL 30 | Teile aus Silikon, weiche Bauteile | Silikonähnlich, 30 ShoreA, hautkontaktgeeignet | Datenblatt |
| UMA 90 | Prototypen, Funktionsmuster | Schnell und präzise druckbar, kostengünstig | Datenblatt |
| Loctite IND147 | Hohe Einsatztemperaturen | Sehr hohe Temperaturbeständigkeit | Datenblatt |
| Loctite IND405 Clear | Flaschen, Sichtscheiben, Abdeckungen | Transluzent / Transparentes Material | Datenblatt |
| Loctite 3D 3843 | Gehäuse, Halter, Klipse | Schwarz, PA-ähnlich | Datenblatt |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sie haben noch weitere Fragen?
Noch unsicher, welches Material oder Verfahren das Richtige für Ihr Projekt ist? Wir beraten Sie individuell und zeigt Ihnen die besten Optionen – egal, ob es um funktionale Prototypen, Serienfertigung oder spezielle Bauteile geht. Wir helfen Ihnen, die optimale Lösung zu finden und begleiten Sie vom ersten Entwurf bis zum fertigen Bauteil.
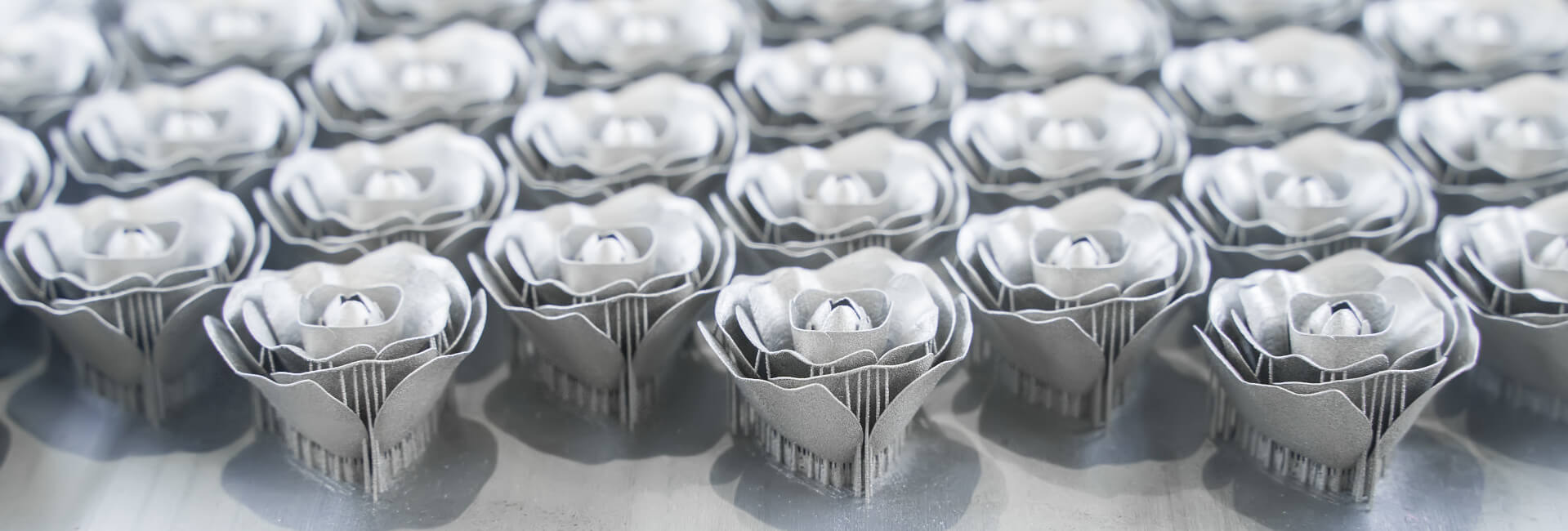
Metall 3D-Druck (SLM / LPBF)
Das Metall 3D-Druck Verfahren ist für komplexe Formen und Geometrien sehr gut geeignet. Mit den verschiedenen Werkstoffen und Materialien können viele Branchen und Anwendungsfälle abgedeckt werden. Vorteile sind oft Geschwindigkeit und der Wegfall teurer Werkzeuge.
- Einsatzgebiete: Werkzeuge, Verschleißteile, Leichtbau, Elektrotechnik, Medizintechnik, Luftfahrt
- Vorteile: Hohe Festigkeit, wärmeleitfähig, korrosionsbeständig, komplexe Geometrien
- Nachteile: Eingeschränkte Materialauswahl, höhere Kosten
| Material | Einsatzgebiet | Eigenschaften / Vorteile | Download |
|---|---|---|---|
| Werkzeugstahl | Werkzeuge / Verschleißteile | bis 54 HRC, zäh | Datenblatt |
| Werkzeugstahl | Werkzeuge / Verschleißteile | bis 51 HRC, korrosionsbeständig | Datenblatt |
| Einsatzstahl | Elektrotechnik, Kühlkörper | Elektrisch leitfähig, hohe Wärmeleitfähigkeit | Datenblatt |
| Edelstahl | Chemische Industrie, Maschinenbau | Korrosionsbeständig | Datenblatt |
| Aluminium | Leichtbau, Wärmetauscher | Leicht, hohe Wärmeleitfähigkeit | Datenblatt |
| Kupfer | Elektrotechnik, Kühlkörper | Elektrisch leitfähig, hohe Wärmeleitfähigkeit | Datenblatt |
| Inconel | Turbinen, Luftfahrt | Korrosionsbeständig, hohe Temperaturspanne | |
| Cobalt-Chrom | Medizintechnik | Verschleißfest, medizinisch zugelassen | |
| Messing | Schmuck / Armaturenbau | Gut zerspanbar, polierbar |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Ihr 3D-Druckservice – individuell und passgenau
Nutzen Sie unseren Online-Konfigurator, um Ihr Bauteil schnell und einfach für den 3D-Druck zu erstellen.
Mit unserem 3D-Druckservice fertigen wir Ihr Bauteil direkt – vom Prototyp bis zur Serienproduktion.
MSLA (Masked Stereolithography / Daylight- & UV-Resine)
MSLA ist ein präzises 3D-Druckverfahren für Prototypen, Funktionsmuster und kleine Serien. Hohe Oberflächenqualität und schnelle Druckzeiten zeichnen es aus.- Einsatzgebiete: Prototypen, Funktionsmuster, kleine Serienfertigung, Bauteile mit hoher Detailgenauigkeit
- Vorteile: Glatte Oberflächen, hohe Auflösung, schnelle Druckzeiten
- Nachteile: Begrenzte Materialauswahl, höhere Kosten bei großen Bauteilen
| Material | Einsatzgebiet | Eigenschaften / Vorteile | Datenblatt |
|---|---|---|---|
| BASF EPD 2006 | Serienteile, Funktionsmuster | Biokompatibel, schnelle Druckzeiten, hohe Detailtreue | Datenblatt |
| Photocentric DL110H | Serienteile, Funktionsmuster | Hohe Auflösung, schnelle Fertigung | Datenblatt |
| Photocentric DLFR | Serienteile, Funktionsmuster, Elektronikgehäuse | Flammhemmend, hohe Stabilität | Datenblatt |
| Photocentric DL400 High Temp | Formeinsätze, Molds | Hohe Temperaturbeständigkeit | Datenblatt |
| Photocentric DL401 High Temp (Molds) | Formeinsätze, Molds | Hohe Temperaturbeständigkeit | Datenblatt |
| BASF RG3280 | Werkzeugeinsätze, Hochfeste Bauteile | Keramikgefüllt, biokompatibel, hohe Detailtreue | Datenblatt |
| BASF RG9400B FR | Prototypen, Endanwendungen | Flammhemmend, biokompatibel | Datenblatt |
| BASF ST45B | Prototypen, Funktionsmuster | Hohe Detailtreue, biokompatibel | Datenblatt |
| Photocentric UV-Basic | Prototypen, Funktionsmuster | Schnell druckbar, hohe Oberflächenqualität | Datenblatt |
| Henkel Loctite IND147 High Temp | Formeinsätze, Funktionsmuster | Hohe Temperaturbeständigkeit | Datenblatt |
| Henkel Loctite 3D 3843 | Prototypen, Funktionsmuster, Serienteile | PA-ähnliche Eigenschaften, biokompatibel | Datenblatt |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Noch unsicher bei Material oder Verfahren?
Sie sind unsicher, welches Material oder Verfahren für Ihr Projekt am besten passt? Wir beraten Sie individuell und zeigen Ihnen die passenden Möglichkeiten – von funktionalen Prototypen bis zur Serienfertigung. Mit unserem 3D-Druckservice begleiten wir Sie Schritt für Schritt und helfen Ihnen, die optimale Lösung für Ihr Projekt zu finden.
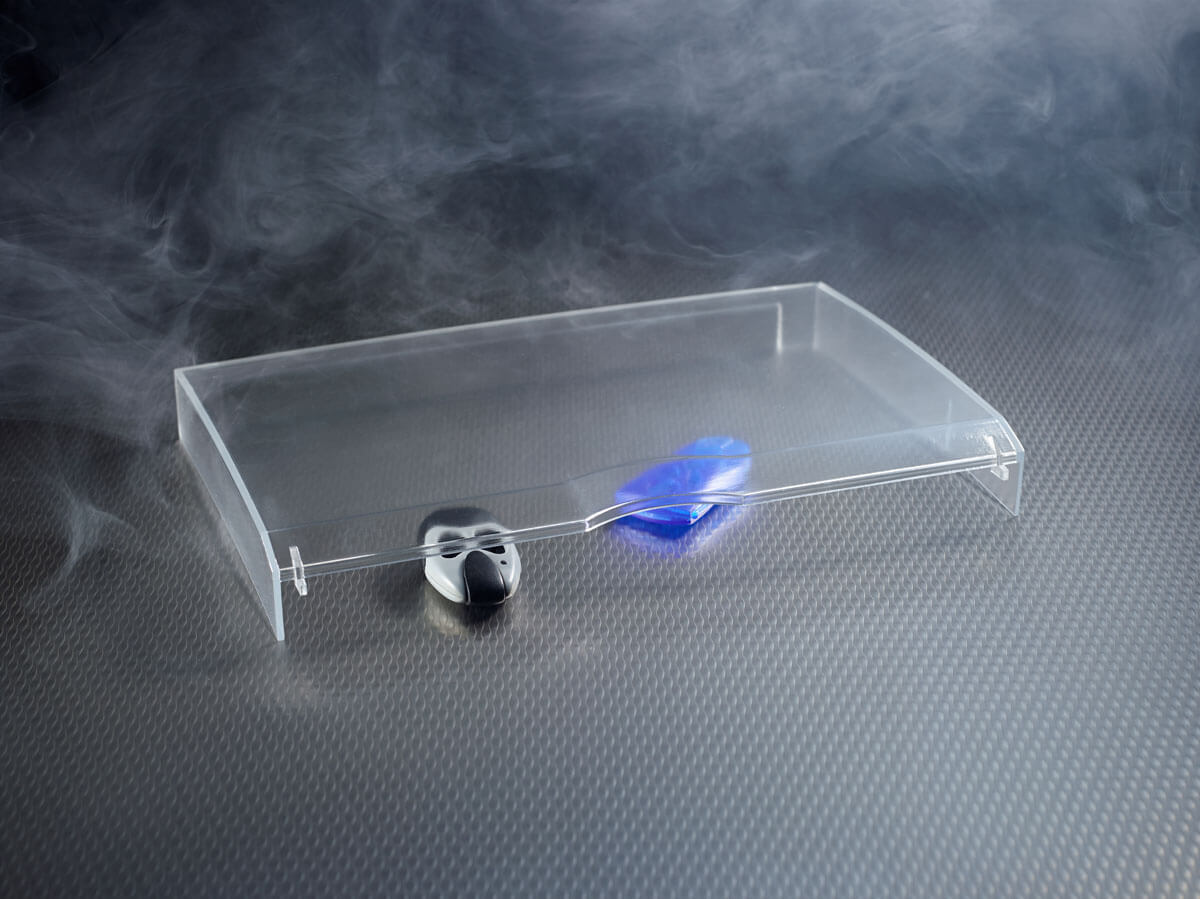
SLA (Stereolithographie)
Die Stereolithographie ist ein sehr präzises 3D-Druckverfahren. Der Druckprozess ist schnell, sodass Prototypen in kürzester Zeit gedruckt und als Test-, Funktions- oder Ansichtsmuster genutzt werden können.- Einsatzgebiete: Prototypen, Funktionsmuster, Designmodelle
- Vorteile: Hohe Oberflächenqualität, sehr präzise, schnelle Fertigung
- Nachteile: Empfindlicher als FDM oder SLS, begrenzte Materialvielfalt
- Post-Processing / Nachbearbeitung: Reinigen, Aushärten, Schleifen, Lackieren
| Material | Einsatzgebiet | Eigenschaften / Vorteile | Download |
|---|---|---|---|
| Xtreme | Mehrzweckmaterial | Robust, formstabil | Datenblatt |
| ClearVue | Transparent / Transluzent | Lichtdurchlässig, transparent | Datenblatt |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Direkt online zum 3D-Druck
Gestalten Sie Ihr Bauteil bequem über den Online-Konfigurator.
Unsere 3D-Druck Dienstleistung übernimmt die Fertigung – effizient, präzise und zuverlässig.
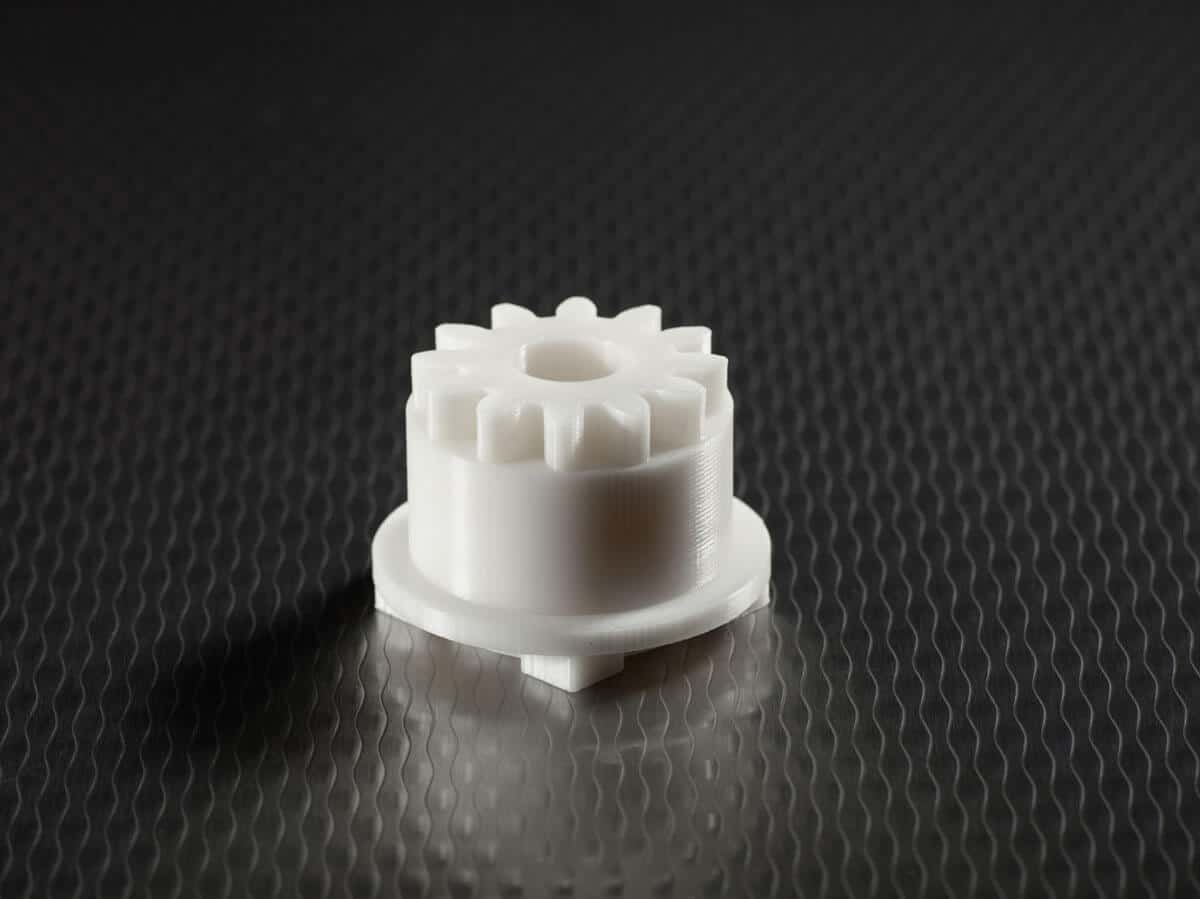
FDM / FFF (Fused Deposition Modeling / Fused Filament Fabrication)
Thermoplastische Kunststoffe sind die am häufigsten verwendeten Materialien im FDM/FFF-Verfahren. Sie eignen sich ideal für Prototypen, Funktionsbauteile und Kleinserien.
- Einsatzgebiete: Prototypenbau, Funktionsbauteile, Kleinserienfertigung
- Vorteile: Einfache Verarbeitung, kostengünstig, breite Materialauswahl
- Nachteile: Begrenzte mechanische Eigenschaften im Vergleich zu Hochleistungskunststoffen
- Post-Processing / Nachbearbeitung: Stützstrukturen entfernen, Schleifen, Füllen, Bemalung, Beschichtung
| Material | Einsatzgebiet | Eigenschaften / Vorteile | Datenblatt |
|---|---|---|---|
| PLA | Modelle, Hobbyanwendungen | Günstig, leicht zu drucken, biologisch abbaubar | |
| ABS | Technische Teile, Funktionsprototypen | Schlagfest, temperaturbeständig, robust | Datenblatt |
| PETG | Prototypen, Kleinserien | Gute Chemikalienbeständigkeit, transparent, einfach zu drucken | |
| PC | Transparente, steife Modelle | Hohe Steifigkeit, temperaturbeständig, belastbar | |
| TPU | Elastische Bauteile, flexible Teile | Flexibel, gummiartig, stoßdämpfend | |
| ASA | Teile im Außenbereich | UV- und witterungsbeständig, langlebig | Datenblatt |
| PEEK / ULTEM | Spezialanwendungen, Industriebauteile | Hochtemperatur- und chemikalienbeständig, extrem stabil | Datenblatt |
{kind=link}
{kind=link}
{kind=link}
Wir finden gemeinsam das beste 3D-Druck Material
Sie wissen nicht genau, welches Material oder Verfahren für Ihr Vorhaben geeignet ist? Wir unterstützen Sie direkt und erklären Ihnen die besten Optionen. Über unsere 3D-Druck Dienstleistung können Sie Ihre Bauteile unkompliziert drucken – vom ersten Entwurf bis zum fertigen Teil.
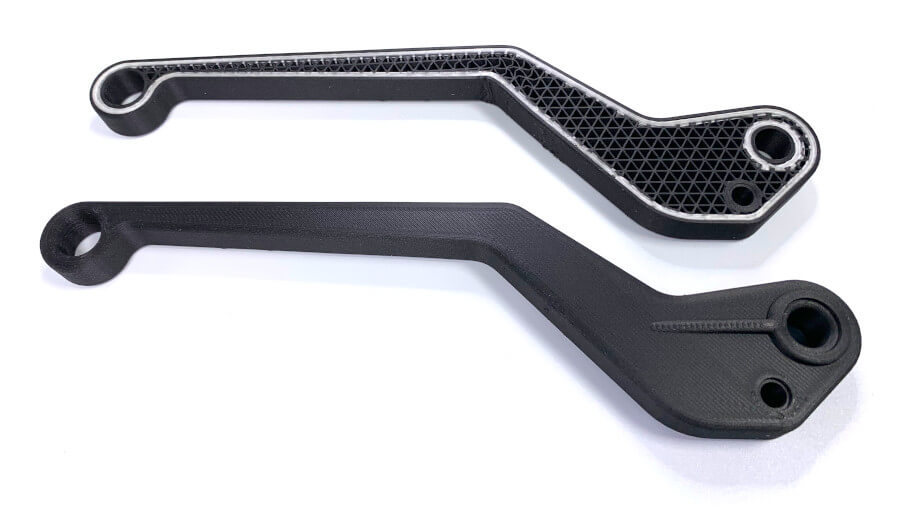
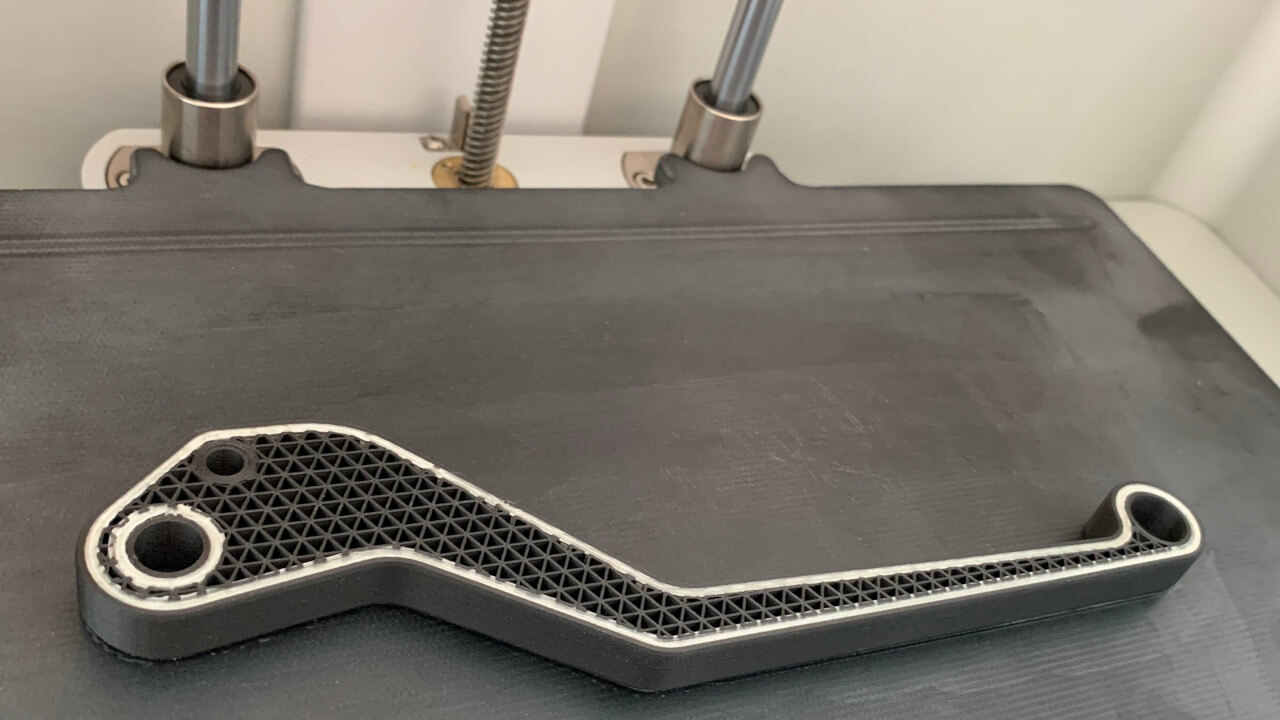
Faserverstärkte Verbundmaterialien (FFF / FDM)
Faserverstärkte Materialien kombinieren Thermoplaste mit Endlosfasern wie Carbon, Glas oder Kevlar. Sie bieten besonders hohe Festigkeit, Steifigkeit und Stabilität bei gleichzeitig geringem Gewicht und sind ideal für Funktionsbauteile, Greifer, Vorrichtungen oder Prototypen.
- Einsatzgebiete: Robotik, Automatisierungstechnik, Werkzeuge, Vorrichtungen, Maschinenbau
- Vorteile: Sehr steif, leicht, hochfest, gute Temperaturbeständigkeit
- Nachteile: Höhere Materialkosten, anspruchsvollere Verarbeitung
- Post-Processing / Nachbearbeitung: Entfernen von Stützstrukturen, Schleifen, Fräsen, Beschichten
| Material | Einsatzgebiet | Eigenschaften | Download |
|---|---|---|---|
| ONYX (Grundwerkstoff) | Abdeckungen, Gehäuse, Halterungen, chemisch beständige Bauteile | Schwarz, stabile Bauteile aus PA6 mit 15% Carbonfasern, gute thermische Beständigkeit | Datenblatt |
| NYLON (Grundwerkstoff) | Einfach PA6 Bauteile | Weiß, ohne Faserverstärkung | Datenblatt |
| KEVLAR | Weiche Backen, Spannbacken, Halterungen, Automatisierungstechnik, Robotik-Greifer, hohe Wechselbelastbarkeit | Bernstein, gute Temperaturbeständigkeit, elastisch und schlagfest | Datenblatt |
| CARBON | Greifer, Robotik, Automatisierungstechnik, hochfeste Werkzeuge, Vorrichtungen | Schwarz, extrem steif, hochfest und leicht | Datenblatt |
| GLASFASER | Funktionsprototypen, Werkzeuge, Vorrichtungen, Maschinenbau, Halter | Weiß, extrem steif, hochfest und leicht | Datenblatt |
| Hitzebeständige GLASFASER | Spritzgussformen (Prototypen), Tiefziehformen, Formeinsätze, Schweißvorrichtungen, Halter und Vorrichtungen beim Schweißen | Weiß, gute Temperaturbeständigkeit, elastisch und schlagfest | Datenblatt |
{kind=link}
{kind=link}
{kind=link}
FAZIT:
Die Welt des 3D-Drucks bietet eine beeindruckende Vielfalt an Materialien und Verfahren – von klassischen Kunststoffen über hochfeste Verbundwerkstoffe bis hin zu Metallen und High-Performance-Resinen. Jedes Verfahren, sei es FDM, SLS, SLA, MSLA, DLS oder der Metall-3D-Druck, hat seine spezifischen Stärken, Einsatzgebiete und Materialoptionen.
Unsere Übersicht zeigt klar: Es gibt für fast jede Anwendung das passende Material – sei es für funktionale Prototypen, Serienfertigung, hochbelastbare Bauteile oder optisch anspruchsvolle Modelle. Mit den bereitgestellten Informationen und Datenblättern können Sie die Materialeigenschaften direkt vergleichen und so fundierte Entscheidungen für ihr Projekt treffen.
Ob robust, flexibel, temperaturbeständig oder biokompatibel – die richtige Materialwahl macht den Unterschied. Mit dem umfassenden Angebot von PROTOTEC können Sie ihre 3D-Druckprojekte effizient, präzise und qualitativ hochwertig umsetzen.
Sie haben noch immer Fragen oder sind sich unsicher?
Wir beraten Sie gerne! Rufen Sie uns an: (02722) 959595
Nehmen Sie jetzt Kontakt zu uns auf!
Wenn Sie noch Fragen haben oder Hilfe bei Ihren Projekten benötigen, zögern Sie nicht uns zu kontaktieren. Wir helfen Ihnen hier gerne weiter und unterstützen Sie bei der Umsetzung von Kunststoffteilen und NE-Metall Bauteilen. Wir sind die Experten rund um die Themen 3D-Druck, HSC-Fräsen, Feinguss und Vakuumguss. Nutzen Sie unsere Expertise für Ihre Herausforderungen und Anfragen.
Wir helfen Ihnen weiter
Nehmen Sie Kontakt mit uns auf.
Wir unterstützen Sie bei Ihren Projekten. Egal ob es um die richtige Auswahl des Verfahrens, die Materialauswahl oder die konstruktive Auslegung geht, mit uns haben Sie den richtigen Partner für Ihre Anforderungen. Gemeinsam lösen wir Ihre Herausforderungen und Anforderungen.