
Vakuumguss
Spritzgussqualität für kleine Stückzahlen,
ohne teures Spritzgusswerkzeug.
Seriennahe Kunststoffteile in wenigen Wochen, mit günstigen Silikonformen
statt kostspieligen Stahlwerkzeugen. Ideal für Kleinserien.
✓ Seriennahe Oberflächenqualität nach VDI 3400 | ✓ Lieferzeit ab 2–3 Wochen | ✓ Von weichem Silikon bis hochfestem Kunststoff | ✓ Seit 1995 – Made in Germany
Home » Vakuumguss
Vakuumguss
Seriennahe Prototypen und Kleinserien in Spritzgussqualität
Der Vakuumguss eignet sich ideal für Kunststoff- und Gummiprototypen sowie kleine Serien. Das Verfahren liefert Bauteile mit Eigenschaften und Oberflächen, die dem Kunststoffspritzguss sehr nahekommen – jedoch ohne den hohen Aufwand für teure Spritzgusswerkzeuge.
Im Unterschied zum 3D-Druck basiert der Vakuumguss auf einem Urmodell, meist aus Stereolithografie-3D-Druck. Daraus entsteht eine Silikonform, die wie ein Spritzgusswerkzeug funktioniert, aber deutlich günstiger ist. Auch das Kopieren bestehender Bauteile ist möglich – etwa für Oldtimer-Ersatzteile oder nicht mehr verfügbare Maschinenteile.
Dank kurzer Prozesszeiten und schneller Werkzeugherstellung erhalten Sie innerhalb weniger Wochen erste Bauteile in Spritzgussqualität. Damit zählt der Vakuumguss zu den wichtigsten Verfahren im Rapid Prototyping und ist gleichzeitig für Kleinserien äußerst interessant. Durch die bedarfsgerechte Fertigung lassen sich niedrige Stückzahlen wirtschaftlich umsetzen, ohne große Lagerbestände aufbauen zu müssen. So profitieren Sie von flexiblen Abnahmemengen, reduzierten Kosten und einer schlanken Produktion.
Effizienz und Flexibilität für Prototypen und Kleinserien
Der Vakuumguss ist ein bewährtes und kosteneffizientes Fertigungsverfahren, das sich ideal für die Herstellung von Prototypen und Kleinserien eignet. Mit dieser Methode produzieren Sie schnell Kunststoffteile, die durch ihre Präzision, Oberflächenqualität und Materialvielfalt nahezu jedem Anwendungszweck gerecht werden. Mit dem Vakuumguss lassen sich Bauteile herstellen, die sowohl funktionale als auch ästhetische Anforderungen erfüllen – und das zu vergleichsweise geringen Kosten. In diesem ausführlichen Überblick erfahren Sie alles über die Technologie des Vakuumgusses, seine Vorteile, die verfügbaren Materialien und warum es eine ideale Alternative zum Spritzguss ist.
Was ist Vakuumguss?
Beim Vakuumguss gießt man flüssiges Polyurethan (PU) oder andere Kunstharze oder Silikone in flexible Silikonformen unter Vakuumbedingungen, um Kunststoffteile herzustellen. Dieses Verfahren nutzt ein präzises Urmodell, das meist per 3D-Druck oder CNC-Fräsen entsteht. Das Modell dient als exakte Vorlage für die Form, die dann mehrfach zur Fertigung von Kleinserien verwendet wird.
Durch das Vakuum verteilt sich das flüssige Material gleichmäßig in der Form, ohne dass Luftblasen entstehen, und selbst komplexe Geometrien lassen sich präzise gießen. Nach dem Aushärten entnimmt man das fertige Bauteil und kann diesen Vorgang (je nach Material) bis zu 25 Mal wiederholen, bevor die Form erneuert werden muss.
Vor- und Nachteile des Vakuumgusses
Wie jedes Fertigungsverfahren hat auch der Vakuumguss seine spezifischen Vor- und Nachteile. Diese sollten bei der Entscheidung für oder gegen diese Technologie berücksichtigt werden.
Kosteneffizienz bei Kleinserien:
Der Vakuumguss ist besonders dann von Vorteil, wenn nur geringe Stückzahlen benötigt werden. Während die Kosten für Metallformen bei Verfahren wie dem Spritzguss sehr hoch sind, sind die Formen im Vakuumguss aus Silikon wesentlich günstiger herzustellen. Dies macht das Verfahren ideal für Kleinserien und Prototypenproduktionen.
Hohe Detailgenauigkeit:
Die Silikonformen im Vakuumgussverfahren sind flexibel und detailgetreu, sodass auch komplexe Geometrien und filigrane Strukturen präzise abgebildet werden können. Dies ermöglicht die Fertigung von Bauteilen mit hoher Oberflächenqualität und Maßgenauigkeit.
Materialvielfalt:
Vakuumguss bietet eine große Auswahl an Materialien. Neben verschiedenen Polyurethanen (PU) können auch Elastomere, Silikone und andere Kunstharze verwendet werden, die je nach Anforderung unterschiedliche mechanische Eigenschaften bieten – von hoher Festigkeit bis zu flexiblen oder transparenten Materialien.
Schnelle Produktion:
Der gesamte Prozess vom Urmodell bis zum fertigen Bauteil kann innerhalb weniger Tage durchgeführt werden. Gerade bei kurzen Entwicklungszyklen oder engen Markteinführungszeiten ist der Vakuumguss eine attraktive Option. Es lassen sich in kürzester Zeit funktionsfähige Teile herstellen.
Wiederholbarkeit:
Eine einzelne Silikonform kann mehrfach verwendet werden, bevor sie verschleißt. In der Regel können zwischen 15 und 25 Teile aus einer Form produziert werden, was den Vakuumguss ideal für Kleinserienfertigung macht.
Begrenzte Stückzahlen:
Während der Vakuumguss für kleine bis mittlere Serien ideal ist, eignet er sich nicht für die Massenproduktion. Die Silikonformen nutzen sich schneller ab als metallische Spritzgussformen, was die Lebensdauer der Form und damit die maximale Stückzahl begrenzt.
Materialauswahl im Vergleich zum Spritzguss eingeschränkt:
Obwohl der Vakuumguss eine große Auswahl an Kunststoffen bietet, ist die Vielfalt der Materialien im Spritzguss deutlich größer. Für sehr spezifische Materialanforderungen oder Hochleistungsanwendungen könnte der Spritzguss daher die bessere Wahl sein.
Manuelle Arbeitsschritte:
Der Prozess des Vakuumgusses erfordert in einigen Phasen manuelle Eingriffe, insbesondere bei der Herstellung und Nachbearbeitung der Silikonformen. Dies kann den Produktionsprozess verlangsamen und zu geringeren Stückzahlen pro Zeiteinheit führen.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Oberflächen beim Vakuumguss
Wir können beim Vakuumguss verschiedene Oberflächenstrukturen herstellen, welche mit denen des Kunststoffspritzgusses vergleichbar sind. Glatte oder auch erodierte Strukturen lassen sich auf der Oberfläche flexibel realisieren. Durch verschiedene Lacke und Lackschichten auf dem Urmodell lässt sich die Oberflächenstruktur einstellen. Auch Oberflächen wie Schlangenhaut können wir realisieren, allerdings ist es dafür erforderlich, dass die Oberflächenstruktur bereits im Urmodell existiert. Solche speziellen Strukturen lassen sich nicht über Lackierprozesse herstellen.
Strukturoberflächen oder Erodieroberflächen (Elektroerosive Bearbeitung) können individuell nach VDI 3400 definiert und eingestellt werden.
Mögliche Oberflächen, wo und wie diese entstehen:
| Urmodell: | Erodierstruktur | Glatte Oberflächen | Schlangenhaut |
|---|---|---|---|
| Gießteil: | Soft-Touch | Strukturlack | Glasperlstrahlen |
| Sonderoberflächen: | Chromlack | Goldlack | Aluminium / Edelstahllack |
| WTD Dekore: | Carbon Optik | Holz Optik | Sonder Dekore |
Für Ihre Prototypen bietet sich demnach eine Fülle an Möglichkeiten die Optik so nah wie möglich an die Serie anzupassen. Auch bei Kleinserien haben Sie so viele Möglichkeiten, ein Produkt zu individualisieren, dass beinahe keine Wünsche offenbleiben. So können wir zum Beispiel auch ganz spezielle Dekore im Wassertransferdruck aufbringen. Allerdings ist dieses Verfahren ganz stark von der Form und Geometrie abhängig. Es eignen sich einfach nicht alle Vakuumguss Teile für den Wassertransferdruck. Sollte Sie hier Fragen haben oder eine technische Beratung benötigen, nehmen Sie doch einfach Kontakt mit uns auf! Wir helfen Ihnen gerne weiter:

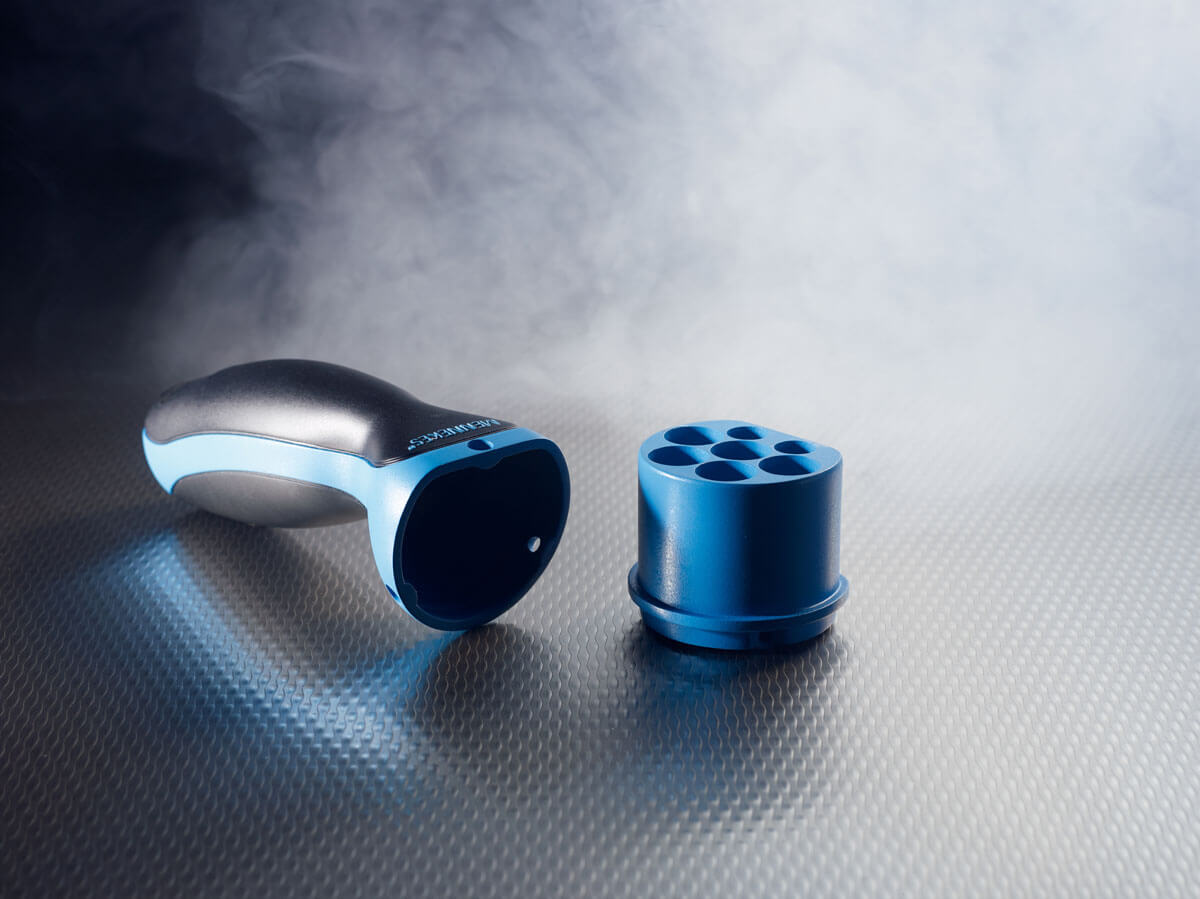
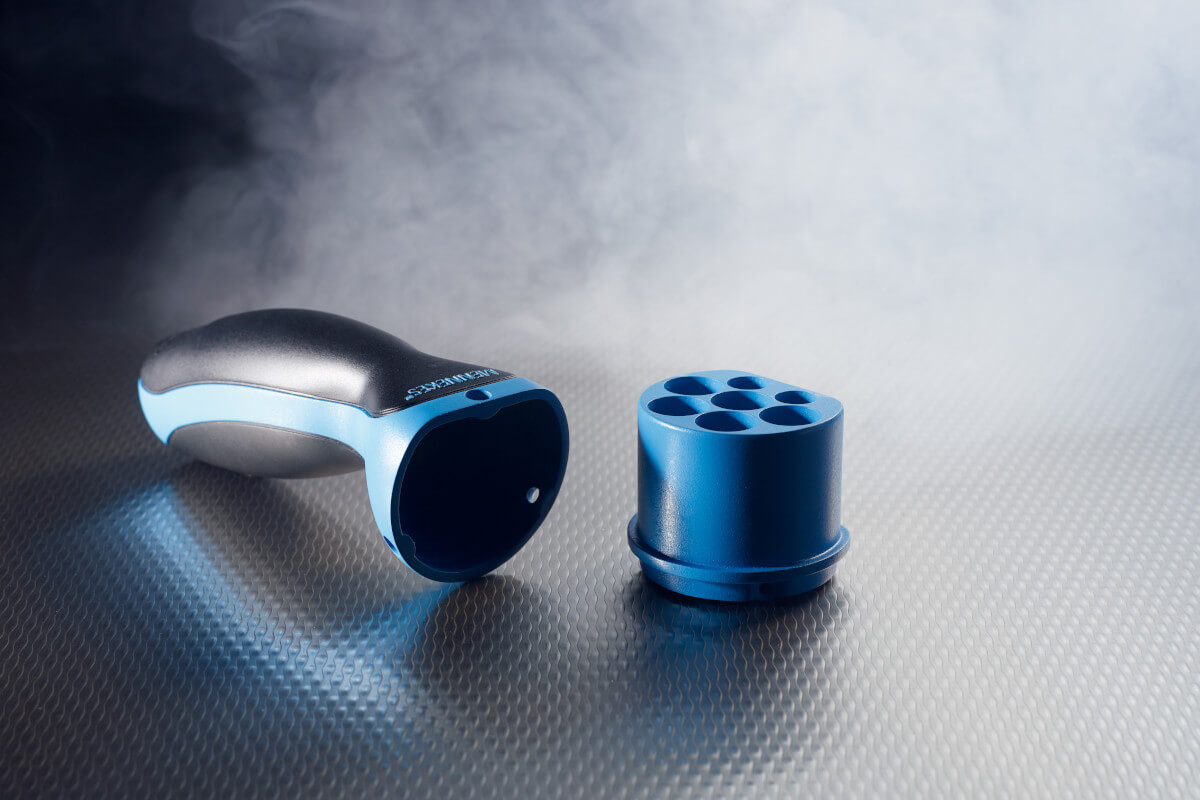
Prototypen für „Die Höhle der Löwen“
In Staffel 10 Folge 4 vom 27.09.2021 kämpfte das Start-Up -Holy Pit GmbH- um die Gunst und einen Deal der Löwen. Und das ganze mit Prototypen von PROTOTEC. Um den Löwen deren Produkt besser vorstellen zu können, brauchte Asmir Samardzic seriennahe Prototypen. Die komplette Story ,über die im Vakuumguss gefertigten Deo Refill-Cases, können Sie hier lesen: Case Study – Holy Pit in „Die Höhle der Löwen“Welche Materialien lassen sich im Vakuumguss verarbeiten?
Im Vakuumguss kommen überwiegend 2K-Kunststoffe wie Polyurethane (PU) und Silikone zum Einsatz. Durch Additive können diese Werkstoffe die Eigenschaften gängiger Thermoplaste wie ABS, PC, PMMA, PA oder PS sehr realistisch nachbilden. Je nach Bedarf stehen Materialien mit besonderen Eigenschaften zur Verfügung – von flammhemmend nach UL94 V0 bis hin zu biokompatibel.
Polyurethane / Acrylate
Im Vakuumguss können verschiedene Kunstharze verarbeitet werden, die sich je nach Bedarf anpassen lassen. Besonders beliebt sind Polyurethane (PU), da sie in unterschiedlichen Varianten verfügbar sind und eine Bandbreite an Eigenschaften abdecken – von flexiblen, gummiartigen bis zu festen und steifen Materialien. Ebenso lassen sich Elastomere verwenden, die elastische Eigenschaften aufweisen und sich gut für flexible Bauteile eignen. Für transparente Bauteile gibt es spezielle PU-Varianten, die Glas, Acryl, PMMA oder PC nachahmen und sich ideal für Anwendungen wie Beleuchtungskomponenten eignen.
Außerdem stehen hitzebeständige Kunststoffe zur Verfügung, die für Bauteile mit hohen Temperaturanforderungen, etwa in der Automobilindustrie, geeignet sind. So bietet der Vakuumguss durch seine Materialvielfalt hohe Flexibilität für verschiedene Anwendungen und Anforderungen.
Silikone
Neben Polyurethanen können im Vakuumguss auch Silikone verarbeitet werden. Diese Materialien sind flexibel, langlebig und widerstandsfähig – ideal für Dichtungen, Dämpfungselemente oder flexible Verbindungsteile. Silikon überzeugt durch hohe Temperatur- und Chemikalienbeständigkeit sowie ausgezeichnete Elastizität.
Zudem gibt es spezielle Silikone für hautverträgliche oder lebensmittelechte Anwendungen, die z. B. in der Medizintechnik oder bei Haushaltsprodukten eingesetzt werden.

Übersicht Vakuumguss Materialien
Eine Übersicht, technische Daten und Datenblätter unserer Vakuumguss-Materialien erhalten Sie in unserem Materialleitfaden. Informieren Sie sich über Festigkeiten, Farbgestaltung, Anwendungs- und Einsatzgebiete. Dieser Leitfaden bietet Ihnen hilfreiche Informationen. Schauen Sie gleich rein!Warum der Vakuumguss eine gute Alternative zum Spritzguss ist
Der Spritzguss ist das klassische Verfahren zur Massenproduktion von Kunststoffteilen, allerdings ist der Aufwand für die Herstellung von Spritzgussformen hoch. Insbesondere bei kleinen Stückzahlen, in denen die hohen Investitionskosten für die Metallformen schwer zu rechtfertigen sind, bietet der Vakuumguss eine wirtschaftliche Alternative.
Verschiedene Kunststoffe sind simulierbar:
- ABS, PA, PS, PP, PMMA, PC
- in Farbe oder Transparent
- Verschiedene Oberflächenstrukturen
- Gummi von ca. 30-100 Shore A
- Kunststoffe von ca. 35-90 Shore D
- Silikone von 7-58 Shore A
Vorteile vom Vakuumguss gegenüber dem Kunststoffspritzzguss
Geringe Investitionskosten für Formen
Beim Spritzguss sind die Formen in der Regel aus Stahl oder Aluminium und äußerst kostspielig in der Herstellung. Der Vakuumguss hingegen verwendet flexible Silikonformen, die wesentlich kostengünstiger und schneller herzustellen sind. Dies macht den Vakuumguss besonders attraktiv, wenn nur wenige Teile oder Prototypen benötigt werden.{kind=link}
{kind=link}
{kind=link}
Ideal für Kleinserien
Für kleinere Produktionsmengen ist der Spritzguss oft zu teuer, da die Werkzeugkosten einen großen Teil der Gesamtkosten ausmachen. Der Vakuumguss hingegen ermöglicht die wirtschaftliche Herstellung kleiner Stückzahlen, ohne dass hohe Investitionen in Werkzeuge erforderlich sind. Durch die Nutzung von Mehrfach-Kavitäten, kann die Ausbringungsmenge der Silikonformen deutlich erhöht werden.
Flexibilität bei Änderungen
Änderungen am Design oder an den Geometrien eines Bauteils lassen sich im Vakuumguss deutlich einfacher und schneller umsetzen. Da die Silikonformen vergleichsweise günstig herzustellen sind, können Anpassungen zügig durchgeführt werden. Beim Spritzguss erfordern Änderungen an den Metallformen dagegen oft eine aufwändige und teure Neufertigung der Form.Schnelle Umsetzung
Die Herstellung von Spritzgussformen kann Wochen bis Monate dauern, während im Vakuumguss bereits nach wenigen Tagen erste Teile vorliegen. Gerade in Entwicklungsphasen, in denen Geschwindigkeit entscheidend ist, ist der Vakuumguss daher eine effiziente Lösung.Vielfalt an Materialeigenschaften
Auch wenn der Spritzguss mehr Materialoptionen bietet, überzeugt der Vakuumguss durch seine Vielseitigkeit bei Kunststoffen wie Polyurethanen und Elastomeren. Diese bieten eine breite Palette von Eigenschaften, von hoher Festigkeit über Flexibilität bis hin zu transparenter Optik.

Spritzgussteile aus dem 3D-Drucker
Bei sehr kleinen Teilen bieten wir noch eine andere Möglichkeit, Teile in Spritzgussqualität herzustellen. Die CARBON – DLS Technologie bietet gerade bei kleineren und filigranen Teilen extreme Vorteile gegenüber dem Vakuumguss. Wie im Vakuumguss stehen auch hier verschiedene Materialien zur Wahl. So lassen sich viele Ihrer Anwendungsfälle mit passenden Materialien abdecken.
3D-Druck vs. Vakuumguss
Sowohl der 3D-Druck als auch der Vakuumguss sind etablierte Verfahren im Rapid Prototyping, unterscheiden sich jedoch deutlich in ihren Stärken.
Der 3D-Druck eignet sich besonders für kleine Bauteile, Einzelstücke und komplexe Geometrien, da keine Formkosten anfallen und Änderungen schnell umgesetzt werden können. Einschränkungen bestehen jedoch bei der Oberflächenqualität und bei der Materialauswahl, die je nach Druckverfahren begrenzt ist.
Der Vakuumguss spielt seine Vorteile bei größeren Bauteilen, höheren Stückzahlen und speziellen Oberflächenanforderungen aus. Er ermöglicht seriennahe Eigenschaften, eine breite Materialvielfalt und hochwertige Oberflächen in Spritzgussqualität.
Wirtschaftlich betrachtet ist der 3D-Druck ideal für kleine Stückzahlen und einfache Prototypen, während der Vakuumguss bei Kleinserien oder funktionalen Prototypen mit hohen Qualitätsansprüchen die bessere Wahl ist.
24/7 Online 3D-Druckservice
Egal ob es nur das Angebot für die erste Projektkalkulation, die erste Produktkostenschätzung oder direkt um einen festen Bedarf geht, mit unserem Online-Konfigurator erstellen Sie, jederzeit und von überall, Ihr individuelles Angebot oder Bestellung.Mehr Informationen zu unserem » Online 3D-Druckservice «
Der Gießprozess
Wie funktioniert das Vakuumgießverfahren?
{kind=link}
{kind=link}
{kind=link}
Die Silikonform herstellen:
Nach dem Festlegen der Trennebenen und der Position des Angusses, wird das Urmodell in einem Gießkasten fixiert. Um die Gießform herzustellen, werden in der Regel ein Stereolithographie Modell für den Abdruck (Kavität) herangezogen. Eventuelle Einlegekerne werden im Vorfeld angefertigt. Der Gießkasten wird mit flüssigem, vorevakuiertem Silikon befüllt und in eine separate Kammer gebracht. Eine Vakuumpumpe erzeugt ein Vakuum in der Kammer. Bei der chemischen Reaktion vom Silikon und dem Vernetzer entsteht CO2, welches aus der Masse entweichen muss. Außerdem wird beim Verrühren der beiden Komponenten (Silikon und Vernetzer) Luft mit in die Masse gerührt. Das Vakuum unterstützt den Prozess des Entgasens. Am Ende sorgt es dafür, dass das Silikon ohne Lufteinschlüssen und Blasen aushärtet.Das Aushärten der Silikonform:
Nach dem Ausgasen in der Vakuumkammer kommt die Silikonform in einen Wärmeschrank. Dort härtet die Form bei einer definierten Temperatur weiter aus. Die ausgehärtete Silikonform muss an der vorher festgelegten Formteilungsebene aufgeschnitten werden. Ist der Trennschnitt mittels Skalpell erfolgt, kann man die Urform aus der Silikonform herauslösen. Die Form und Geometrie der Silikonform sind vom Aufbau nun vergleichbar mit der eines Kunststoffspritzgusswerkzeuges.Die Vorbereitung des Gießprozesses beim Vakuumguss:
Vor dem ersten Abguss muss die Silikonform erst einmal vorwärmen. Hierzu kommt die Form in einen ca. 70 °C vorgeheizten Wärmeschrank. Die präparierte und temperierte Gießform kommt nun in die Vakuumkammer. Währenddessen wird das ausgewählten Gießharz, welches sich ebenfalls in der Vakuumkammer befindet, zubereitet. Hierzu wird der flüssige Kunststoff (Gießharz Polyol) und ein Vernetzer (Isocyanat) in einem definierten Mischungsverhältnis zusammengemischt. Mit einem Rührwerk werden beide Komponenten unter Vakuum verrührt und gut durchgemischt. Beide Komponenten erzeugen beim Mischen eine chemische Reaktion, die größere Mengen CO2 freisetzt. Das Vakuum lässt die Blasen an die Oberfläche steigen, wo diese dann zerplatzen. Die Vakuumpumpe saugt das austretende CO2 Gas direkt ab. Farbpigmente zur Einfärbung von Gießteilen können den Harzen vorab ebenfalls beigemischt werden.Der Gießprozess / der Vakuumguss:
Ist die Luft in der Gießkammer und in der Form entwichen, sowie das Gießharz fertig angemischt, kann der Abguss starten. Auch dies geschieht unter Vakuum. Das Vakuum ist dabei insofern wichtig, als dass es Fehlstellen / Lufteinschlüsse an den Gießteilen, durch Lufteinschlüsse, vermeidet. Weiterhin reduziert es die Gefahr von Luftnestern, sodass die Form nicht volllaufen könnte.Das Aushärten und Nachvernetzen:
Die zwei Komponenten (Polyol und Isocyanat) reagieren in der Gießform miteinander. Nach einer exothermen Reaktion des Gemisches härtet das Gießteil aus. Dies wird in der Regel durch ein Tempern unterstützt und beschleunigt. Hierbei wird die Silikonform inkl. des abgegossenen Teiles in einen Ofen gestellt. Die Temperatur und die Haltezeit bestimmen die spätere Güte und Qualität bzw. Werkstoffeigenschaften des fertigen Gießteiles. Nach einer materialspezifisch einzuhaltenden Entformungszeit kann man die Silikonform öffnen und das Gießteil entnehmen.Die Nachbearbeitung:
Nachdem die Gießteile gegossen sind, müssen wir diese noch nacharbeiten. Das Entfernen des Anguss, der Steiger (Entlüftungskanäle) und möglicher Gratbildung steht noch an. Hierzu bedienen wir uns verschiedener Methoden und Werkzeuge, wie Schleifen, Schneiden oder auch abbrechen an vorher eingebrachten Sollbruchstellen. Anschließend ist das Gießteil fertig und der Prozess kann von vorne beginnen. Je nach Bauteilgeometrie, Material und Oberflächenanforderungen ist die Silikonform 15–25 Mal wiederverwendbar. Anschließend ist die Silikonform verschlissen und ein Neubau der Form ist erforderlich.Spezielle Anforderungen und Gestaltungsmöglichkeiten
- Bearbeitung nach dem Vakuumguss: Die optische Gestaltung der Teile kann ganz nach Belieben erfolgen. Die fertigen Teile können farblich lackiert, beklebt und bedruckt werden. Auch metallisierte Optiken wie z. B. Chrom, Aluminium und Edelstahl sind realisierbar. Somit können Sie die gefertigten Prototypen zu unterschiedlichen Verwendungszwecken nutzen, bei Bedarf auch mit unterschiedlichen Oberflächenstrukturen.
- Vakuumguss von 2 Komponenten: Durch das Verfahren können auch 2 Teile gefertigt werden. Die Auswahl an 2-Komponenten-Gießharzen (Polyurethane) und den damit verbundenen Materialeigenschaften lässt kaum Wünsche offen. Norm- und Formteile (z. B. Gewindebuchsen und Metallkerne) können ebenso in den Gießprozess eingebunden werden.
- Unterschiedliche Eigenschaften:
- Wenn es um flexible Gummiteile geht, können Sie sich für Materialien mit Gummi-Eigenschaften in Härten von 20 bis 100 SHORE A entscheiden.
- Ebenso steht Ihnen hierfür Silikon in Härten von 7 bis 58 SHORE A zur Verfügung.
- Harte Materialien simulieren dabei ABS/PC- oder PA/PP-ähnliche Eigenschaften von Kunststoffen.
- Glasfasern können zur Versteifung beigemischt werden.
- Zudem können Sie auch transparente oder wärmebeständige (<130 °C) Materialien auswählen.
- Wichtige Angaben zur Silikonform: Die für den Vakuumguss verwendete Form aus Silikon unterliegt einem gewissen Verschleiß. Je nach Gießharz und der Ausprägung von Hinterschneidungen sind 15 bis 25 Abgüsse erzielbar.
Wir nutzen unsere Expertise, um mittels Vakuumguss hochwertige Gießteile und Kleinserien aus Kunststoff und Gummi herzustellen. Interessieren Sie sich darüber hinaus auch für den 3D-Druck im FDM Verfahren oder die Fertigung von Modellen durch selektives Lasersintern? Nehmen Sie für diese und weitere Rapid Prototyping Verfahren gerne unsere individuelle Beratungsleistung in Anspruch!
Fazit: Warum der Vakuumguss die ideale Lösung ist
Der Vakuumguss stellt eine kosteneffiziente, schnelle und flexible Alternative zum Spritzguss dar, insbesondere bei kleinen bis mittleren Stückzahlen. Unternehmen profitieren von der schnellen Verfügbarkeit der Teile, der hohen Präzision und den geringen Werkzeugkosten. Ob für Prototypen oder Kleinserien – der Vakuumguss bietet die perfekte Kombination aus Wirtschaftlichkeit und Qualität. Entdecken Sie die Vorteile des Vakuumgusses für Ihre Projekte und setzen Sie auf ein bewährtes Verfahren, das Ihnen Flexibilität, Präzision und Kosteneffizienz bietet.Nehmen Sie jetzt Kontakt zu uns auf!
Wenn Sie noch Fragen haben oder Hilfe bei Ihren Projekten benötigen, zögern Sie nicht uns zu kontaktieren. Wir helfen Ihnen hier gerne weiter und unterstützen Sie bei der Umsetzung von Kunststoffteilen und NE-Metall Bauteilen. Wir sind die Experten rund um die Themen 3D-Druck, HSC-Fräsen, Feinguss und Vakuumguss. Nutzen Sie unsere Expertise für Ihre Herausforderungen und Anfragen.

Wir helfen Ihnen weiter
Nehmen Sie Kontakt mit uns auf.
Wir unterstützen Sie bei Ihren Projekten. Egal ob es um die richtige Auswahl des Verfahrens, die Materialauswahl oder die konstruktive Auslegung geht, mit uns haben Sie den richtigen Partner für Ihre Anforderungen. Gemeinsam lösen wir Ihre Herausforderungen und Anforderungen.
FAQ: Vakuumguss mit Polyurethan
1. Was ist Vakuumguss?
Vakuumguss ist ein Fertigungsverfahren, bei dem flüssiges Polyurethan in eine Silikonform gegossen wird, um präzise Prototypen und Kleinserien herzustellen. Durch das Vakuum werden Lufteinschlüsse vermieden, sodass die Teile eine hohe Maßgenauigkeit und Oberflächenqualität aufweisen.
2. Wofür wird Vakuumguss eingesetzt?
Der Vakuumguss wird vor allem für folgende Anwendungen genutzt:
- Funktionsprototypen mit seriennahen Eigenschaften
- Designmuster mit optisch ansprechender Oberfläche
- Kleinserienfertigung (20–30 Teile pro Form)
- Vorserienmuster für Funktionstests und Präsentationen
3. Welche Vorteile bietet Vakuumguss im Vergleich zu Spritzguss oder 3D-Druck?
Kostengünstig für Kleinserien und Prototypen
- Kurze Lieferzeit (oft nur wenige Tage bis Wochen)
- Hohe Detailgenauigkeit und glatte Oberflächen
- Flexibilität bei Materialien (hart, weich, transparent, temperaturbeständig)
- Komplexe Geometrien möglich, auch mit Hinterschneidungen
4. Welche Materialien werden im Vakuumguss verwendet?
Hauptsächlich kommen Polyurethane (PU) zum Einsatz. Diese sind in verschiedenen Varianten verfügbar:
- Hartkunststoffe (serienähnlich zu ABS oder PP)
- Flexible Kunststoffe (ähnlich Gummi oder TPE)
- Transparente Kunststoffe (ähnlich PMMA oder PC)
- Temperaturbeständige und flammhemmende Kunststoffe
Es können jedoch auch Silikone im Vakuumguss verarbeitet und gegossen werden.
5. Wie läuft der Vakuumgussprozess ab?
Der Prozess umfasst mehrere Schritte:
- Herstellung des Urmodells(z. B. per 3D-Druck oder CNC-Fräsen).
- Anfertigung einer Silikonform um das Urmodell herum.
- Gießen des Polyurethans unter Vakuum.
- Aushärten unter Temperatur und anschließendem Entformen des Teils.
- Nachbearbeitung wie Schleifen, Lackieren oder CNC-Bearbeitung.
6. Wie viele Teile lassen sich mit einer Silikonform fertigen?
7. Welche Oberflächenqualität ist mit Vakuumguss erreichbar?
- Grundsätzlich ist eine Qualität vergleichbar mit Kunststoffspritzgussteilen erreichbar, teilweise sogar noch besser, da es zum Beispiel keine Auswerferpunkte usw. gibt.
- Sehr glatte, serienähnliche Oberflächen
- Detailtreue bis hin zu feinen Strukturen (z.B. Erodierstruktur nach VDI 3400)
- Optische Klarheit bei transparenten Polyurethanen
- Möglichkeit zur individuellen Veredelung (Lackieren, Polieren, Strukturierung)
8. Wie lange dauert die Fertigung im Vakuumguss?
- Erstellung des Masters: 3-5 Tage (je nach Verfahren und Komplexität)
- Herstellung der Silikonform: 1–3 Tage, je nach Komplexität
- Gießen und Aushärten: wenige Stunden pro Teil
➡️ Gesamt: ca. 2-3 Wochen für Kleinserien
9. Was kostet Vakuumguss?
Die Kosten hängen von folgenden Faktoren ab:
- Größe und Geometrie des Bauteils
- Anzahl der benötigten Teile
- Auswahl des Polyurethans
- Notwendige Nachbearbeitung:
In der Regel ist Vakuumguss deutlich günstiger als Spritzguss, wenn es um kleine Stückzahlen geht. Bei großen Geometrien und Abmessungen ist es oftmals günstiger wie der 3D-Druck.
10. Ist Vakuumguss nachhaltig?
Die Nachhaltigkeit ist eingeschränkt:
- Silikonformen sind Einwegprodukte und nicht recycelbar.
- Polyurethane können nicht wie Standardthermoplaste wieder eingeschmolzen werden. Sie werden meist mechanisch oder chemisch recycelt.
- Positiv: Durch Kleinserienfertigung wird Materialverschwendung minimiert , da man nur die Teile produziert, welche auch benötigt werden. Überkapazitäten und große Lagerbestände gibt es hierbei nicht. Auch Änderungen und Anpassungen an Bauteile sind im Vakuumguss schnell und einfach möglich.
11. Welche Individualisierungsmöglichkeiten gibt es beim Vakuumguss?
- Einfärben durch Farbpasten oder Lackierung
- Transparente oder eingefärbte Teile möglich
- Mechanische Nachbearbeitung wie Bohren oder Gewindeschneiden
- Oberflächenbehandlungen (Polieren, Mattieren, Strukturieren)
- Umgießen von Einlegern oder Gewinde
Weiterführende Themen
Das könnte Sie als Nächstes interessieren
| Kategorie | Beschreibung | Zum Beitrag |
|---|---|---|
| Wissen | 80% unserer Aufträge sind Serienaufträge. Was man dazu wissen muss. | 3D-Druck in der Serie |
| Wissen | Wissen Sie, wie Sie Toleranzen im 3D-Druck optimieren können? | Toleranzen im 3D-Druck |
| Material | Sie brauchen mehr Informationen zu Vakuumguss Materialien? | Vakuumguss Materialübersicht |
| Verfahren | Was wir so alles können, 10+ Verfahren stehen zur Wahl | 3D-Druck Dienstleistung |
| Wiki | Stöbern Sie in unserer umfangreichen Wissensdatenbank | PROTOWIKI: Wissensdatenbank |